
工具丨什么是锉刀套装?关于他们的类别和适用领域,你了解吗?
手机扫码阅读
什么是锉刀套装?关于他们的类别和适用领域,你了解吗?
这个工具在我们的祖先学会使用工具的时候就已经诞生了,随着时代的演变,它一直活在我们身边给我帮助,虽然它外形在不断改变,但是本质始终如一,没错,他就是——锉刀,被用作打磨东西的工具,随着科技的发展,它被要求打磨更多种类的东西,就有了锉刀套装的诞生,这就好比一个联盟,为了更好的完成工作而成立,那大家都了解它们吗,比如他们的类别和适用领域,不要紧,接下来就随小编来参观这个联盟给你普及相关的知识。

锉刀套装
一、锉刀套装联盟简介
锉刀表面上有许多细密刀齿、条形,用于锉光工件的手工工具。用于对金属、木料、皮革等表层做微量加工。
世界上最早关于锉刀的记载源自希腊文献。据记载公元前2000年左右希腊克利特岛文明即发明了青铜锉刀,公元前1300年古代埃及人发明了最早的铜锉刀,并于公元前700年左右发明了铁锉刀。西方记载公元1100年前后古罗马人制作了采用渗碳热处理技术的锉刀,但据信中国古代于公元前200年左右的秦汉时期,渗碳技术就已经普遍应用于锉刀的加工了。满城汉墓(公元前113年)出土的一把锉刀证明了这个说法——“细长形状,一端破损。单面的近一半部分剁有横平面的锉齿,1 厘米中有六个齿。类似于二十一世纪初的『马齿形锉』,属于木锉类型。残剩部分长度为20.4厘米,宽度为1厘米,厚度则为0.3-0.5厘米”。锉刀的应用很早,已发现的最古老的锉刀是公元前1500年左右埃及的青铜制锉刀。现代的锉刀一般采用碳素钢经轧制、锻造、退火、磨削、剁齿和淬火等工序加工而成。锉刀用的是t12钢,经表面淬火后硬度达62~64。
二、锉刀套装联盟规划部(分类)
锉刀的品种很多。
1.按用途分有:普通钳工锉,用于一般的锉削加工;木锉,用于锉削木材、皮革等软质材料;整形锉(什锦锉),用于锉削小而精细的金属零件,有许多各种断面形状的锉刀组成一套;刃磨木工锯用锉刀;三角锉,专用锉刀,如锉修特殊形状的平形和弓形的异形锉(特种锉),有直形和弯形两种。
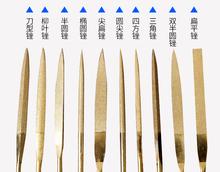
2.锉刀按剖面形状分有扁锉Flat Files(平锉)、方锉Square Files、半圆锉Half Round Files、圆锉Round Files、三角锉Triangular Files、菱形锉和刀形锉等(见图)。平锉用来锉平面、外圆面和凸弧面;方锉用来锉方孔、长方孔和窄平面;三角锉用来锉内角、三角孔和平面;半圆锉用来锉凹弧面和平面;圆锉用来锉圆孔、半径较小的凹弧面和椭圆面。
3.锉刀按锉纹形式分单纹锉和双纹锉两种。单纹锉的刀齿对轴线倾斜成一个角度,适于加工软质的有色金属;双纹锉刀的主、副锉纹交叉排列,用于加工钢铁和有色金属。它能把宽的锉屑分成许多小段,使锉削比较轻快。
4.锉刀按每10毫米长度内主锉纹条数分为Ⅰ~Ⅴ号,其中Ⅰ号为粗齿锉Bastard,Ⅱ号为中齿锉Second,Ⅲ号为细齿锉Smooth,Ⅳ号和Ⅴ号为油光锉,分别用于粗加工和精加工。金刚石锉刀没有锉纹,只是在锉刀表面电镀一层金刚石粉,用以锉削淬硬金属。
锉刀套装
三、锉刀套装联盟科研部(构成)

锉刀套装
⒈锉身:锉梢端至锉肩之间所包含的部分为锉身。对于没有锉肩的整形锉锉身是指有锉纹的部分。
⒉锉柄:锉身以外的部分。
⒊锉身平行部分:在锉身部分母线相互平行的部分为锉身平行部分。
⒋梢部:锉身截面尺寸开始逐渐缩小的始点到梢端之间的部分。(锉身的长度 =梢部长度 + 锉身平行部分)
⒌主锉纹:在锉刀工作面上起主要切削作用的锉纹为主锉纹。
6、辅锉纹:被主锉纹覆盖着的锉纹为辅锉纹。
⒎边锉纹:锉窄边或窄边上的锉纹为边锉纹。
⒏主(辅)锉纹斜角λ(ω):主(辅)锉纹与锉身轴线所夹的锐角为主(辅)锉纹斜角λ(ω)。
⒐边锉纹斜角θ:边锉纹与锉身轴线所夹的锐角为边锉纹斜角θ。
⒑锉纹条数:锉刀轴线方向上每10mm长度内的锉纹的数目为锉纹条数。
⒒锉齿底线:在主锉纹法向垂直剖面上,过相邻两齿底的直线为齿底连线。
⒓齿高:齿顶到齿底连线的距离为齿高。
⒔齿前角:主锉纹过齿尖的法面上,锉齿切削刃面与法面的交线相对于齿底连线的垂直线所夹的锐角为齿前角。

锉刀套装
四、锉刀套装联盟指挥部(选择标准)
⒈锉刀断面形状的选用:锉刀的断面形状应根据被锉削零件的形状来选择,使两者的形状相适应。锉削内圆弧面时,要选择半圆锉或圆锉(小直径的工件);锉削内角表面时,要选择三角锉;锉削内直角表面时,可以选用扁锉或方锉等。选用扁锉锉削内直角表面时,要注意使锉刀没有齿的窄面(光边)靠近内直角的一个面,以免碰伤该直角表面。
⒉锉刀齿粗细的选择:锉刀齿的粗细要根据加工工件的余量大小、加工精度、材料性质来选择。粗齿锉刀适用于加工大余量、尺寸精度低、形位公差大、表面粗糙度数值大、材料软的工件;反之应选择细齿锉刀。使用时,要根据工件要求的加工余量、尺寸精度和表面粗糙度的大小来选择。
⒊锉刀尺寸规格的选用:锉刀尺寸规格应根据被加工工件的尺寸和加工余量来选用。加工尺寸大、余量大时,要选用大尺寸规格的锉刀,反之要选用小尺寸规格的锉刀。
⒋锉刀齿纹的选用:锉刀齿纹要根据被锉削工件材料的性质来选用。锉削铝、铜、软钢等软材料工件时,最好选用单齿纹(铣齿)锉刀。单齿纹锉刀前角大,楔角小,容屑槽大,切屑不易堵塞,切削刃锋利。
五、锉刀套装联盟考核部(硬度检测)
锉刀检验硬度的特点是:操作简便,便于携带,不受工件大小、形状限制,可快速进行检测,并有较好的可靠性。因此,在生产实践中,对一些外形不适合用硬度计进行检测的工件,以及表面有脱碳的工件常常用锉刀来进行检测。锉刀检验硬度适用于各类钢材经热处理后的质量检验,常用钢材有结构钢、合金结构钢、碳素和合金工具钢、高速钢、模具钢及渗碳钢等;热处理工艺包括普通淬火、高频淬火、真空淬火、渗碳、碳氮共渗、渗氮等。另外,也适合于钢制零部件的质量检验,特别是在大批量生产过程中,往往抽检一定百分数的产品,用硬度计测试其硬度,其余产品则用锉刀进行100%全检。
六、锉刀套装联盟后勤部(保养)
1.新锉刀的锉齿上都有毛刺,若用宋锉削硬金属,毛刺就会磨掉,锉刀也会早期磨钝,因而,不可用新锉刀锉硬生鉄和钢。
2,不可用新锉刀锉氧化鉄或铸造硬皮的表面以及未退火的硬钢件,氧化鉄皮和铸造硬皮必须先在砂轮上磨掉,只有在不得巳的情况下,才可以用旧锉刀锉掉。
3.不可用细锉锉软金属(铅、锡等等),因为软金属的锉层容易嵌入锉齿的齿槽,而使锉刀在工件表面打滑。
4.不可把锉刀堆放在一起,以免碰坏锉齿。
5.不可使锉刀沾水或放在潮湿的地方,以防銹蚀。
6.当锉软金属时,锉齿常被锉层堵塞,这时可用钢丝锉刷将锉层刷去。为了避免锉齿被钢丝刷磨钝,应沿锉齿的方向,使钢丝刷向钢丝钩着的一面刷去。若嵌牢的是大锉屑,则用铜刮刀刮去,但要顺着锉齿的方向(即图上箭头方向)剔除。

锉刀套装
七、锉刀套装联盟教育部(使用规则)
为了延长锉刀的使用寿命,必须遵守下列规则:⒈不准用新锉刀挫硬金属;⒉不准用锉刀挫淬火材料;⒊有硬皮或粘砂的锻件和铸件,须在砂轮机上将其磨掉后,才可用半锋利的锉刀锉削;⒋新锉刀先使用一面,当该面磨钝后,再用另一面;⒌锉削时,要经常用钢丝刷清除锉齿上的切屑;⒍锉刀不可重叠或者和其他工具堆放在一起;⒎使用锉刀时不宜速度过快,否则容易过早磨损;⒏锉刀要避免沾水、沾油或其他脏物;⒐细锉刀不允许锉软金属;⒑使用什锦锉用力不宜过大,以免折断。

锉刀套装
参观完是不是对这个锉刀套装的各个方面有了一个全新而系统的认识,也明白了这是一个怎样的联盟,相信你已经在生活中看见过锉刀的身影了,而锉刀套装联盟也致力于向全世界输送全能的锉刀小队,力求圆满的完成我们交代的任务。最后,再结束这个参观之行前,小编希望能牢记这个联盟的宗旨:没有无法打磨的,因为没有什么是不能改变的,物品如此,人生更是如此,相信对你的生活会有帮助。
数字化的工业用品服务平台
工作时间: 周一到周五 8:30-17:30
400-680-9696
手机APP
微信小程序
沪公网安备 31011202014831号|危险化学品经营许可证|食品经营许可证|非药品易制毒化学品经营备案证明|医疗器械经营许可证编号沪青药监械经营许20200257号第二类医疗器械经营备案凭证编号沪青药监械经营备20231300号|
药品、医疗器械互联网信息服务备案凭证-沪网药信备字〔2025〕00201 号|出版物经营许可证|网站地图
Copyright© zkh.com 1998 - 2026 Corporation All Rights Reserved 沪ICP备10006078号 震坤行工业超市(上海)有限公司