
摩力克 | 减摩涂层(AFC)简介
手机扫码阅读
热门推荐



1、减摩涂层介绍
摩力克减摩涂层是胶粘性的干膜润滑剂,可在恶劣的操作条件和极端环境下提供优越的润滑性能。具有实用经济、长效的优点,在其它润滑剂容易失效的领域非常具有使用价值。与典型润滑油膏和润滑脂相比,摩力克减摩涂层具有很多优点,如下:
(1)质地干燥、干净,不受灰尘、污垢和湿度影响;
(2)永久润滑,不老化,不蒸发,不氧化;
(3)防锈,防腐。无需电镀类的表面处理(通常可取代镀锌);
(4)阻燃,保护同时不污染金属和塑料;
(5)根据实际承载能力控制膜的厚度;
(6)全效润滑,即使在长期停工后。
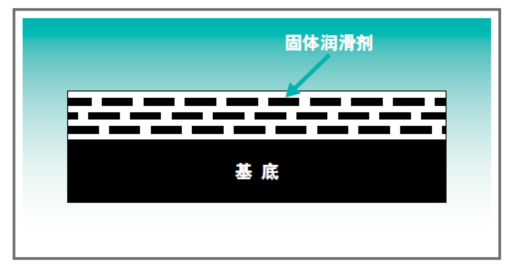
图1:摩力克减摩涂层
在粘合系统中,固体润滑剂牢牢的粘附在基底上,形成一层光滑的润滑粒子薄膜。
摩力克减摩涂层含有亚微米级大小固体润滑颗粒,分散在精心调配的树脂和溶剂的混合物中。润滑剂的体积浓度和原料的选择对润滑和腐蚀防护性能非常重要。一旦用于金属和塑料,这些像油漆般的溶液粘附在涂层表面,形成干燥洁净、光滑的润滑薄膜。薄膜覆盖表面所有的粗糙部分,并优化金属与金属、金属与塑料或塑料与塑料间的摩擦,即使在极端负载和极端工作条件下。

图2:摩力克减摩涂层处理过的产品
2、摩力克常用减摩涂层介绍
(点击表格中红色字体SKU信息,可为您跳转具体商详页面)
| 产品 | 固体润滑剂 | 温度(℃) | 应用 | 特点 | SKU | |
| 室 温 固 化 |
D321R |
MoS2 |
-180~450 |
汽缸头螺栓/烤箱导轨/气缸盖垫片 |
快固 | |
| 3402C |
MoS2 | -200~310 |
飞机转向和驾驶机构/传动元件 |
防腐 | ||
| D96 |
PTFE |
-40~80 |
车门装配/内饰件防噪 |
无色 |
||
| 7400 |
MoS2 | -70~200 |
齿轮磨合/金属及不锈钢的冷加工 |
水基 |
||
| 热 固 化 |
D-10 GBL |
石墨 |
-40~340 |
活塞/液压部件 |
耐燃油机油 |
|
| D7409 |
MoS2 | -70~300 |
活塞/活塞环/空调压缩机斜盘 |
耐燃油机油 |
||
| D708 |
PTFE |
-180~240 |
车门锁/烘箱门铰链/空调压缩机 |
中低负荷/塑料 |
||
| D106 |
MoS2 | -70~250 |
铰链/弹簧/滑道/空调压缩机斜盘 |
粘附性好 |
||
| 3400A |
MoS2 | -200~430 |
铰链/弹簧/兵器/弹药 |
耐微动腐蚀 |
||
| PA744 |
MoS2 | -75~300 |
活塞/液压部件 |
日系客户认证 |
表1:常用减摩涂层介绍
按照操作工业来分,典型的摩力克减摩涂层可以分为室温固化和加热固化两类;常用MoS2(二硫化钼)、石墨或聚四氟乙烯作为固体润滑剂;配合使用的溶剂有:水基,有机类"L13(AC3234);7415(AC3119)"等。可以根据具体的润滑需求选择特定的产品。
3、摩力克减摩涂层工艺介绍
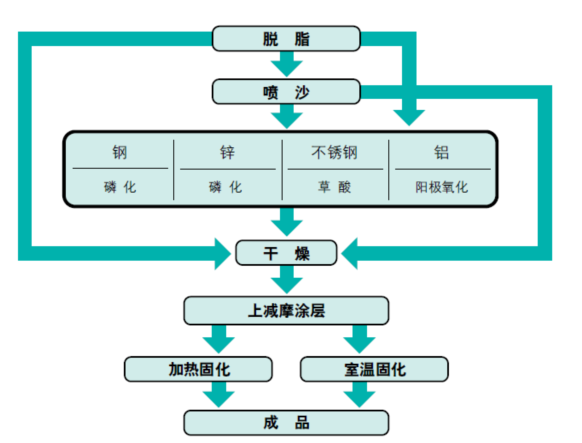
图3:减摩涂层施工工艺介绍
3.1 表面处理
实际操作经验表明:减摩涂层的效果和使用寿命跟施工工艺密切相关。而减摩涂层整个工艺的成败,很大程度上取决于零部件的表面预处理效果,如:除油、磷化、喷砂和阳极氧化处理。如果前处理操作不当,会产麻坑、气孔、露底等不良产品。因此,涂层的施工工艺对最终呈现的效果非常重要。前处理工艺主要包括:脱脂,清洗,(喷砂/磷化/阳极氧化等),烘干等步骤;
| 预处理 |
不锈钢 |
钢 |
镀铬或镀镍 |
金属,镉或锌 |
铝合金 |
铜合金 |
镁合金 |
钛合金 |
| 脱脂 |
· |
· |
· |
· |
· |
· |
· |
· |
| 去氧化(磨光) |
|
|
|
|
|
· |
|
|
| 去氧化(喷砂) |
· |
· |
· |
|
|
|
|
· |
| 阳极处理 |
|
|
|
|
· |
|
|
|
| 重铬酸盐处理 |
|
|
|
|
|
|
· |
|
| 磷化 |
|
· |
|
· |
|
|
|
|
| 草酸处理 |
· |
|
|
|
|
|
|
|
表2:常见金属的表面处理建议
3.2 涂装处理
表面处理完成后,再行涂装。其使用涂装方法可为丝印、喷涂、刷涂、浸渍到离心浸渍,具体视工艺条件(形状,尺寸,数量,重量,表面光洁度以及涂层设计薄膜厚度等)以及减摩涂层产品本身性能而定(粘度,溶剂,固化方式,包装等)。
| 摩力克TM品牌产品 |
离心浸涂 |
自动浸渍 |
自动喷涂 |
刷涂 |
印刷 |
滚涂 |
| D-321R |
x |
▲ |
▲ |
▲ |
☼ |
- |
| 3402C |
x |
▲ |
▲ |
▲ |
x |
▲ |
| D-96 |
x |
x |
▲ |
x |
▲ |
☼ |
| 7400 |
x |
x |
▲ |
▲ |
☼ |
☼ |
| D 10-GBL |
x |
☼ |
☼ |
☼ |
▲ |
▲ |
| D7409 |
x |
▲ |
▲ |
x |
x |
▲ |
| D-708 |
▲ |
▲ |
▲ |
x |
x |
▲ |
| D 106 |
x |
x |
▲ |
x |
☼ |
▲ |
| 3400A 无铅型 |
▲ |
x |
▲ |
▲ |
x |
▲ |
| ▲ = 优秀 |
x = 良好 |
☼ = 有限 |
表3:常用减摩涂层涂装处理方式建议

图4:常见涂装工艺
| 方式 | 选择参数 | 优点 | 缺点 |
| 喷涂 | (1)速度;(2)材料数量;(3)距离; (4)空气压力;(5)涂层粘度 |
(1)外观理想; (2)膜厚度均匀 |
(1)不很经济;(2)过喷浪费; (3)需要排气柜 |
| 浸渍法 | (1)长而扁平的不见;(2)涂层粘度 (3)提棒速度 |
(1)适合大体积部件; (2)经济 |
(1)外观不理想; (2)不适合批量控制 |
| 浸渍-离心法 | (1)部件的形状/数量;(2)转动速度; (3)涂层粘度 |
(1)外观理想;(2)膜厚度均匀 (3)批量操作时很经济 |
(1)需要离心设备 (2)需涂两层 |
| 滚涂 | (1)长而扁平的部件;(2)涂层粘度; (3)提棒速度 |
(1)外观理想;(2)经济 (3)大表面积 |
(1)设备昂贵 (2)需要大空间 |
| 丝网印刷 | (1)网格大小/膜厚度;(2)高粘度涂层 (3)低挥发溶剂 |
(1)精确的覆盖范围设计 (2)经济 |
(1)特殊涂层 (2)粘度、蒸发性 |
表4:常见涂装处理方式对比
3.3 固化处理
经过不同方式涂装减摩涂层后,即可对涂层进行干燥和固化,使润滑剂固体粘附在部件上。固化过程因干燥方式的不同而不同,一些减摩涂层空气中干燥只需三分钟,而有些减摩涂层在炉内固化需长达一小时。视产品而定。固化后的产品需要经特定的产品检验方法来判断是否合格。
更多摩力克产品,请至震坤行官网首页搜索 摩力克
数字化的工业用品服务平台
工作时间: 周一到周五 8:30-17:30
400-680-9696
手机APP
微信小程序
沪公网安备 31011202014831号|危险化学品经营许可证|食品经营许可证|非药品易制毒化学品经营备案证明|医疗器械经营许可证编号沪青药监械经营许20200257号第二类医疗器械经营备案凭证编号沪青药监械经营备20231300号|
药品、医疗器械互联网信息服务备案凭证-沪网药信备字〔2025〕00201 号|出版物经营许可证|网站地图
Copyright© zkh.com 1998 - 2026 Corporation All Rights Reserved 沪ICP备10006078号 震坤行工业超市(上海)有限公司