
钻头选型知识介绍
手机扫码阅读
钻头一般以碳钢SK或高速钢,经铣制或滚制再经淬火热处理后磨制而成,用以在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。应用范围较广,可运用于钻床、车床、铣床、手电钻等工具。
1、钻头的材料
材质可以大概分为3种:高速钢、含钴高速钢和整体硬质合金。
高速钢(HSS):是目前应用范围最广、也是最便宜的切削工具材质,高速钢的钻头既可以在手电钻上使用,也可以用在钻床等稳定性更好的环境。
含钴高速钢(HSSE):含钴高速钢比高速钢的硬度和红硬性更好,硬度的提高也让它耐磨性得到提高。与高速钢一样,可以通过修磨来提高使用的次数。
在一般金属材料(合金钢,非合金钢,铸铁,铸钢,有色金属)上钻孔,配合使用金工钻头,钻头材质一般是高速钢(高级刀具含元素钴 HSS-Co)。
在混凝土材料和石材类材料中打孔,使用冲击钻,配合石工钻头,刀头材质一般为硬质合金。
在硬度更高的瓷砖及玻璃上钻孔使用瓷砖钻头,刀具材料为钨碳合金,因刀具硬度较高,韧性差,需要注意低速和无冲击使用。
钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
2、钻头的分类
常用的钻头主要有麻花钻头、扁钻头、中心钻头、深孔钻头和套料钻头。
目前常用的PCB钻头有两个对称的切削刃,两条对称的螺旋槽,按钻头前端形状分为ST和UC型。
根据槽的形状:直槽、螺旋槽
根据槽数:单槽、双槽、三槽、四槽
根据钻尖结构:平面型钻尖、圆锥型钻尖、螺旋型钻尖
其它:整体合金、焊接
依用途分类
中心钻头:一般用于钻孔前打中心点用,前端锥面有60°、75°、90°等。
麻花钻头:工业制造上使用最广泛的一种钻头。
超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。
油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份以带走热量及切屑,使用此钻头一般工作物旋转而钻头静止。
深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。深孔钻头为直槽型,在圆管中切除四分之一强的部份以产生刃口排屑 。
钻头铰刀:前端为钻头,后端为铰刀。钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头。
锥度钻头:当加工模具进料口时可使用锥度钻头。
圆柱孔钻头:我们称其为沉头铣刀,此种钻头前端有直径较小之部分称为道杆。
圆锥孔钻头:为钻削圆锥孔之用,其前端角度有90°、60°等。我们使用的倒角刀就是圆锥孔钻头的其中一种。
三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面使夹头可确实固定钻头。
3、钻头的参数及选择
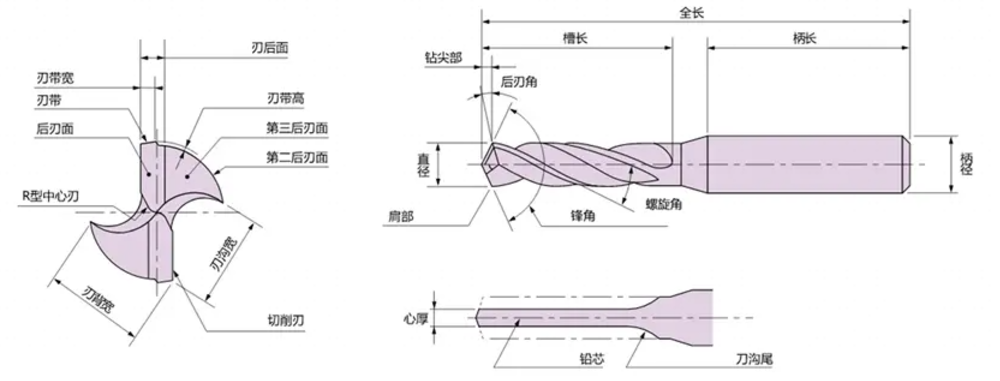
螺旋角:不同型号角度不同,一般10°~40°。
顶角:
钻心直径:是影响钻头刚性和切屑形成的重要因素。
刃带:主要起导向和挤压的作用。切削刃上磨出的刃带,在钻头加工过程中,起到径向导向支撑作用,刃带宽度大,导向性好,但会加重钻头与孔的摩擦。
倒锥:为了减少钻头与已加工孔壁的摩擦,钻头从前端至刀柄带微小锥度。通常用于槽长100mm相比,直径减少的量来表示,一般在0.04~0.1mm之间。
倒锥过小时,钻头与孔壁过度摩擦,导致刃带磨损加重,但当倒锥过小时,钻头与孔壁缺乏接触,钻头缺乏导向支撑。但是,高效率加工用的钻头,与某些工件材料钻孔时发生卡紧现象,倒锥可以选得大些。
本文内容来源于网络,如有侵权行为请联系我司进行删除,联系方式:官网右侧栏在线客服。
数字化的工业用品服务平台
工作时间: 周一到周五 8:30-17:30
400-680-9696
手机APP
微信小程序
沪公网安备 31011202014831号|危险化学品经营许可证|食品经营许可证|非药品易制毒化学品经营备案证明|医疗器械经营许可证编号沪青药监械经营许20200257号第二类医疗器械经营备案凭证编号沪青药监械经营备20231300号|
药品、医疗器械互联网信息服务备案凭证-沪网药信备字〔2025〕00201 号|出版物经营许可证|网站地图
Copyright© zkh.com 1998 - 2026 Corporation All Rights Reserved 沪ICP备10006078号 震坤行工业超市(上海)有限公司